MAGNABEND មគ្គុទ្ទេសក៍ដោះស្រាយបញ្ហា
មគ្គុទ្ទេសក៍ដោះស្រាយបញ្ហា
ខាងក្រោមនេះអនុវត្តចំពោះម៉ាស៊ីន Magnabend ដែលផលិតដោយ Magnetic Engineering Pty Ltd រហូតដល់ប្រហែលឆ្នាំ ២០០៤។
ចាប់តាំងពីការផុតកំណត់នៃប៉ាតង់ (គ្រប់គ្រងដោយ Magnetic Engineering) ក្រុមហ៊ុនផលិតផ្សេងទៀតកំពុងផលិតម៉ាស៊ីន Magnabend ដែលប្រហែលជាមិនដូចគ្នាទេ។ដូច្នេះព័ត៌មានខាងក្រោមអាចមិនអនុវត្តចំពោះម៉ាស៊ីនរបស់អ្នក ឬវាអាចនឹងត្រូវកែសម្រួល។
មធ្យោបាយងាយស្រួលបំផុតដើម្បីដោះស្រាយបញ្ហាអគ្គិសនីគឺត្រូវបញ្ជាទិញម៉ូឌុលអគ្គិសនីជំនួសពីក្រុមហ៊ុនផលិត។វាត្រូវបានផ្គត់ផ្គង់នៅលើមូលដ្ឋានប្តូរប្រាក់ ដូច្នេះហើយគឺពិតជាតម្លៃសមរម្យ។
មុនពេលផ្ញើសម្រាប់ម៉ូឌុលប្តូរប្រាក់ អ្នកប្រហែលជាចង់ពិនិត្យដូចខាងក្រោម៖
ប្រសិនបើម៉ាស៊ីនមិនដំណើរការទាំងស្រុង៖
ក) ពិនិត្យមើលថាថាមពលមាននៅក្នុងម៉ាស៊ីនដោយសង្កេតមើលភ្លើងអ្នកបើកបរនៅក្នុងកុងតាក់បើក/បិទ។
ខ) ប្រសិនបើថាមពលអាចប្រើបាន ប៉ុន្តែម៉ាស៊ីននៅតែងាប់ ប៉ុន្តែមានអារម្មណ៍ថាក្តៅខ្លាំង នោះការកាត់កម្ដៅអាចនឹងដាច់។ក្នុងករណីនេះ រង់ចាំរហូតដល់ម៉ាស៊ីនត្រជាក់ចុះ (ប្រហែលកន្លះម៉ោង) ហើយបន្ទាប់មកព្យាយាមម្តងទៀត។
គ) ការចាក់សោរចាប់ផ្តើមដោយដៃពីរតម្រូវឱ្យចុចប៊ូតុង START មុនពេលដែលចំណុចទាញត្រូវបានទាញ។ប្រសិនបើចំណុចទាញត្រូវបានទាញជាមុន នោះម៉ាស៊ីននឹងមិនដំណើរការទេ។វាក៏អាចកើតឡើងផងដែរដែលថាធ្នឹមពត់កោងផ្លាស់ទី (ឬត្រូវបានប៉ះទង្គិច) គ្រប់គ្រាន់ដើម្បីដំណើរការ "មីក្រូស្វីសមុំ" មុនពេលចុចប៊ូតុង START ។ប្រសិនបើរឿងនេះកើតឡើង សូមប្រាកដថាចំណុចទាញត្រូវបានរុញត្រឡប់មកវិញទាំងស្រុងជាមុនសិន។ប្រសិនបើនេះជាបញ្ហាជាប់រហូត នោះវាបង្ហាញថា microswitch actuator ត្រូវការការកែតម្រូវ (សូមមើលខាងក្រោម)។
ឃ) លទ្ធភាពមួយទៀតគឺថាប៊ូតុង START អាចនឹងមានបញ្ហា។ប្រសិនបើអ្នកមានម៉ូដែល 1250E ឬធំជាងនេះ សូមមើលថាតើម៉ាស៊ីនអាចត្រូវបានចាប់ផ្តើមដោយប៊ូតុង START ជំនួសមួយឬក៏ footswitch ។

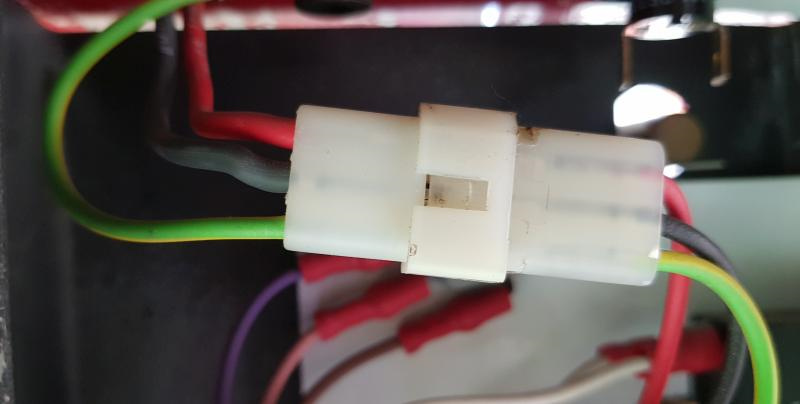
ង) ពិនិត្យផងដែរនូវឧបករណ៍ភ្ជាប់នីឡុងដែលភ្ជាប់ម៉ូឌុលអគ្គិសនីជាមួយនឹងឧបករណ៏មេដែក។
f) ប្រសិនបើការគៀបមិនដំណើរការ ប៉ុន្តែរបារគៀបជាប់នៅពេលបញ្ចេញប៊ូតុង START នោះបង្ហាញថា 15 microfarad (10 µF នៅលើ 650E) capacitor មានកំហុស ហើយនឹងត្រូវការជំនួស។
ប្រសិនបើម៉ាស៊ីនផ្លុំហ្វុយហ្ស៊ីបខាងក្រៅ ឬដំណើរការឧបករណ៍បំបែកសៀគ្វី៖
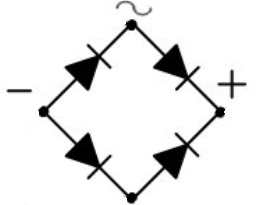
មូលហេតុដែលទំនងបំផុតនៃឥរិយាបទនេះគឺការផ្លុំស្ពាន-កែតម្រូវ។ឧបករណ៍កែតម្រូវដែលផ្លុំជាធម្មតានឹងមានយ៉ាងហោចណាស់មួយនៃ diodes ខាងក្នុង 4 របស់វាខ្លី។
វាអាចត្រូវបានពិនិត្យដោយប្រើ multimeter ។ជាមួយនឹងម៉ែត្រនៅលើជួរធន់ទ្រាំទាបបំផុតរបស់វាពិនិត្យមើលរវាងគូនៃស្ថានីយនីមួយៗ។បន្ទាត់រាងប៉ូលមួយនៃការធ្វើតេស្ត multimeter គួរតែបង្ហាញ infinity ohms ហើយបន្ទាត់រាងប៉ូលបញ្ច្រាសគួរតែបង្ហាញការអានទាប ប៉ុន្តែមិនមែនសូន្យទេ។ប្រសិនបើការអានភាពធន់ណាមួយគឺសូន្យ នោះ rectifier ត្រូវបានផ្លុំ ហើយត្រូវតែជំនួស។
ត្រូវប្រាកដថាម៉ាស៊ីនត្រូវបានផ្តាច់ចេញពីព្រីភ្លើង មុនពេលព្យាយាមជួសជុលខាងក្នុង។
rectifier ជំនួសសមរម្យ:
លេខផ្នែក RS: 227-8794
ចរន្តអតិបរមា: 35 amps បន្ត,
វ៉ុលបញ្ច្រាសអតិបរមា៖ ១០០០ វ៉ុល
ស្ថានីយ៖ 1/4" ភ្ជាប់រហ័ស ឬ 'Faston'
តម្លៃប្រហាក់ប្រហែល៖ $12.00

មូលហេតុដែលអាចកើតមានមួយទៀតនៃការដាច់រលាត់គឺថា របុំមេដែកអាចខ្លីទៅនឹងតួមេដែក។
ដើម្បីពិនិត្យមើលការនេះ ដកឧបករណ៍ភ្ជាប់មេដែក និងវាស់ភាពធន់ ពីខ្សែក្រហម ឬខ្មៅ ទៅតួមេដែក។កំណត់ multimeter ទៅជួរធន់ទ្រាំខ្ពស់បំផុតរបស់វា។នេះគួរតែបង្ហាញអូមគ្មានដែនកំណត់។
តាមឧត្ដមគតិការវាស់វែងនេះគួរតែត្រូវបានធ្វើឡើងជាមួយ "Megger ម៉ែត្រ" ។ប្រភេទនៃម៉ែត្រនេះពិនិត្យមើលភាពធន់ជាមួយនឹងវ៉ុលខ្ពស់ (ជាធម្មតា 1,000 វ៉ុល) ដែលបានអនុវត្ត។វានឹងរកឃើញបញ្ហាការបែកខ្ញែកអ៊ីសូឡង់ល្អិតល្អន់ជាងអាចរកបានជាមួយនឹងឧបករណ៍ multimeter ធម្មតា។
ការបំបែកអ៊ីសូឡង់រវាងតួមេដែក និងតួមេដែក គឺជាបញ្ហាដ៏ធ្ងន់ធ្ងរ ហើយជាធម្មតាតម្រូវឱ្យដករបុំចេញពីតួមេដែក ដើម្បីជួសជុល ឬជំនួសដោយរបុំថ្មី។
ប្រសិនបើការគៀបពន្លឺដំណើរការ ប៉ុន្តែការគៀបពេញមិនដំណើរការទេ៖
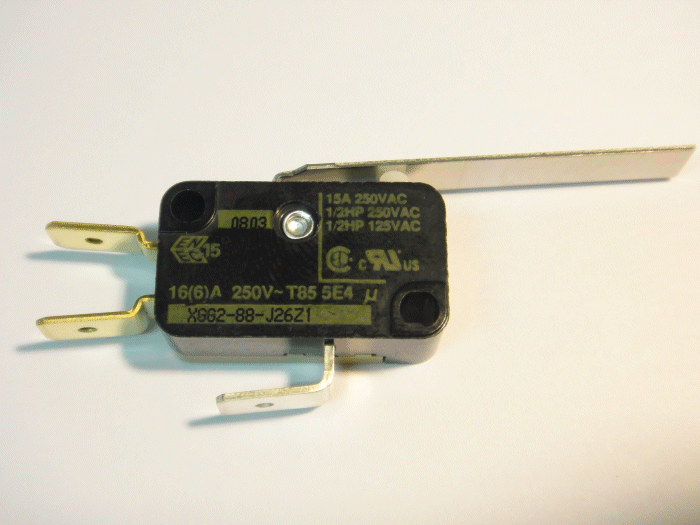
ពិនិត្យមើលថា "Angle Microswitch" កំពុងត្រូវបានដំណើរការត្រឹមត្រូវ។
[កុងតាក់នេះត្រូវបានដំណើរការដោយដុំលង្ហិនរាងការ៉េ (ឬមូល) ដែលត្រូវបានភ្ជាប់ទៅនឹងយន្តការបង្ហាញមុំ។នៅពេលដែលចំណុចទាញត្រូវបានទាញ ធ្នឹមពត់កោងបង្វិលដែលផ្តល់ការបង្វិលមួយទៅ actuator លង្ហិន។actuator នៅក្នុងវេនដំណើរការ microswitch នៅខាងក្នុងគ្រឿងអគ្គិសនី។]
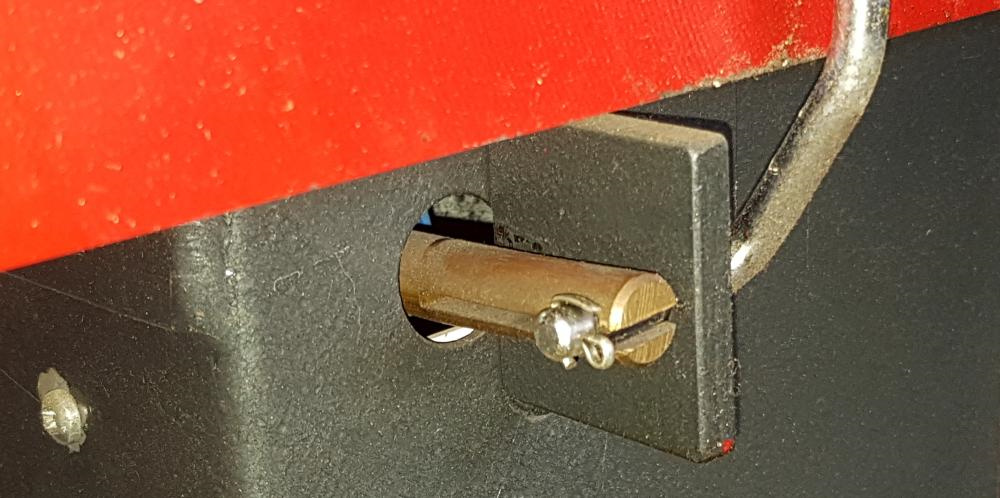
Microswitch actuator នៅលើ Model 1000E
(ម៉ូដែលផ្សេងទៀតប្រើគោលការណ៍ដូចគ្នា)
Actuator ដូចដែលបានឃើញពីខាងក្នុងអគ្គិសនី
ការជួបប្រជុំគ្នា។
ទាញចំណុចទាញចេញ ហើយចូល។ អ្នកគួរតែអាចលឺសំឡេងមីក្រូស្វីសចុច ON និងបិទ (ប្រសិនបើមិនមានសំលេងរំខានពីផ្ទៃខាងក្រោយខ្លាំងពេក)។
ប្រសិនបើកុងតាក់មិនចុច ON និង OFF ទេនោះ រំកិលធ្នឹមកោងឡើងលើ ដើម្បីឱ្យឧបករណ៍ចាប់សញ្ញាលង្ហិនអាចត្រូវបានគេសង្កេតឃើញ។បង្វិលធ្នឹមកោងឡើងលើចុះក្រោម។ឧបករណ៍ចាប់សញ្ញាគួរតែបង្វិលជាការឆ្លើយតបទៅនឹងធ្នឹមពត់កោង (រហូតដល់វាតោងនៅពេលឈប់)។ប្រសិនបើវាមិនដូច្នោះទេ វាអាចត្រូវការកម្លាំងក្ដាប់បន្ថែមទៀត៖
- នៅលើ 650E និង 1000E កម្លាំងក្ដាប់អាចត្រូវបានបង្កើនដោយការដកឧបករណ៍ចាប់សញ្ញាលង្ហិនចេញ ហើយច្របាច់រន្ធដែលបិទ (ឧ. ជាមួយអនុ) មុនពេលដំឡើងវាឡើងវិញ។
- នៅលើ 1250E កង្វះនៃកម្លាំងក្ដាប់ជាធម្មតាទាក់ទងទៅនឹងវីសក្បាល M8 ពីរនៅចុងម្ខាងនៃអ័ក្ស actuator មិនតឹង។
ប្រសិនបើ actuator បង្វិល និង clutches OK ប៉ុន្តែនៅតែមិនចុច microswitch នោះវាអាចនឹងត្រូវការលៃតម្រូវ។ដើម្បីធ្វើដូចនេះដំបូងត្រូវដកម៉ាស៊ីនចេញពីព្រីភ្លើង ហើយបន្ទាប់មកដកបន្ទះចូលអគ្គិសនីចេញ។
ក) នៅលើម៉ូដែល 1250E ចំណុចបើកអាចត្រូវបានកែតម្រូវដោយបង្វិលវីសដែលឆ្លងកាត់ឧបករណ៍ធ្វើសកម្មភាព។វីសគួរតែត្រូវបានកែតម្រូវដូចដែលកុងតាក់ចុចនៅពេលដែលគែមខាងក្រោមនៃធ្នឹមពត់កោងបានផ្លាស់ទីប្រហែល 4 ម។(នៅលើ 650E និង 1000E ការកែតម្រូវដូចគ្នាត្រូវបានសម្រេចដោយការពត់ដៃរបស់ microswitch ។ )
ខ) ប្រសិនបើ microswitch មិនចុច ON និង OFF ទោះបីជា actuator ដំណើរការបានត្រឹមត្រូវក៏ដោយ នោះ switch ខ្លួនវាអាចនឹងត្រូវបាន fused នៅខាងក្នុង ហើយនឹងត្រូវការជំនួស។
ត្រូវប្រាកដថាម៉ាស៊ីនត្រូវបានផ្តាច់ចេញពីព្រីភ្លើង មុនពេលព្យាយាមជួសជុលខាងក្នុង។
កុងតាក់ V3 ជំនួសសមរម្យ៖
លេខផ្នែក RS: 472-8235
ការវាយតម្លៃបច្ចុប្បន្ន៖ ១៦ អំពែ
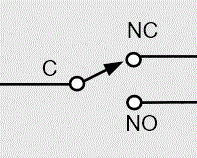
សៀគ្វី V3
C= 'ទូទៅ'
NC = 'បិទជាធម្មតា'
NO= 'បើកធម្មតា'
គ) ប្រសិនបើម៉ាស៊ីនរបស់អ្នកត្រូវបានបំពាក់ដោយកុងតាក់ជំនួយ បន្ទាប់មកត្រូវប្រាកដថាវាត្រូវបានប្តូរទៅទីតាំង "ធម្មតា"។(មានតែការគៀបពន្លឺប៉ុណ្ណោះដែលអាចប្រើបាន ប្រសិនបើកុងតាក់ស្ថិតនៅក្នុងទីតាំង "AUX CLAMP"។ )
ប្រសិនបើការគៀបគឺយល់ព្រម ប៉ុន្តែ Clampbars មិនបញ្ចេញនៅពេលដែលម៉ាស៊ីនបិទ៖
នេះបង្ហាញពីការបរាជ័យនៃសៀគ្វី demagnetising ជីពចរបញ្ច្រាស។មូលហេតុដែលទំនងបំផុតអាចជារេស៊ីស្តង់ថាមពល 6.8 ohm ។ពិនិត្យផងដែរនូវ diodes ទាំងអស់ និងលទ្ធភាពនៃការបិទទំនាក់ទំនងនៅក្នុងការបញ្ជូនត។

រេស៊ីស្តង់ជំនួសសមរម្យ៖
Element14 part លេខ 145 7941
6.8 ohm, កម្រិតថាមពល 10 វ៉ាត់។
តម្លៃធម្មតា $1.00
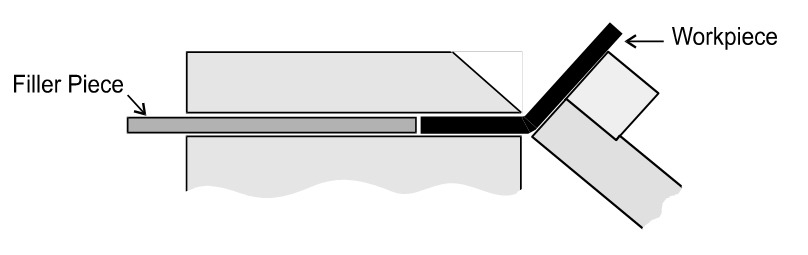
ប្រសិនបើម៉ាស៊ីននឹងមិនពត់សន្លឹករង្វាស់ធ្ងន់៖
ក) ពិនិត្យមើលថាការងារស្ថិតនៅក្នុងលក្ខណៈជាក់លាក់របស់ម៉ាស៊ីន។ជាពិសេសចំណាំថាសម្រាប់ 1.6 មីលីម៉ែត្រ (16 រង្វាស់) ពត់របារផ្នែកបន្ថែមត្រូវតែត្រូវបានបំពាក់ទៅនឹងធ្នឹមពត់កោងហើយថាទទឹងបបូរមាត់អប្បបរមាគឺ 30 ម។នេះមានន័យថាយ៉ាងហោចណាស់ 30 មីលីម៉ែត្រនៃសម្ភារៈត្រូវតែបញ្ចាំងចេញពីគែមពត់នៃរបារគៀប។(នេះអនុវត្តទាំងអាលុយមីញ៉ូម និងដែក។ )
បបូរមាត់តូចចង្អៀតអាចធ្វើទៅបានប្រសិនបើពត់មិនមែនជាប្រវែងពេញរបស់ម៉ាស៊ីន។
ខ) ផងដែរប្រសិនបើ workpiece មិនបំពេញចន្លោះនៅក្រោម clampbar នោះការសម្តែងអាចនឹងរងផលប៉ះពាល់។ដើម្បីទទួលបានលទ្ធផលល្អបំផុត តែងតែបំពេញចន្លោះនៅក្រោមរបារគៀបជាមួយនឹងដែកសំណល់អេតចាយដែលមានកម្រាស់ដូចគ្នាទៅនឹងដុំការងារ។(សម្រាប់ការតោងម៉ាញេទិកល្អបំផុត ដុំបំពេញគួរតែជាដែក ទោះបីជាដុំការងារមិនមែនជាដែកក៏ដោយ។)
នេះក៏ជាវិធីសាស្រ្តដ៏ល្អបំផុតក្នុងការប្រើប្រសិនបើវាត្រូវបានទាមទារដើម្បីធ្វើឱ្យបបូរមាត់តូចចង្អៀតខ្លាំងនៅលើ workpiece ។